关于调平
3D打印机的调平一直是一个比较大的问题,调平的好坏直接影响打印的效果,喷头距离热床太远,直接打面条,太近则会有可能因为热床不平导致喷头在热床上摩擦。
结构
在了解调平之前,你先要了解结构,大部分的龙门架,喷头是x轴和z轴移动,热床在y轴前后移动,框架的xy结构,就是喷头在xy轴上移动,z轴是热床在移动。这和我们认知中的,喷头在空间上移动,而热床在原地不动是不一样的,这其中有一部分是承重的考量,毕竟z轴电机带动整个x,y进行移动带来承重太大了。于是现在的主流就是两轴带动喷头,一轴带动热床。那么这样就会产生一个问题:限位器位置。
限位器
限位器其实就是一个鼠标的微动,电机或者热床碰到之后就会停下,然后告诉系统,这里就是0或者最大值。这里需要注意的是,限位器不一定是代表0原点位置,有些场景里面会代表最大值。那么我们z轴限位器为0的情况。当我们归位的时候,我们的喷头应该在x=0,y=0,z=0这位置,这时候就简单,直接电机按照预定方向移动,直到撞到限位器为止。电机是不知道自己目前所在位置的【很正常,断电了你移动了电机,这时候系统是不知道它在哪】,所以它采用的是最简单的方法,往一个方向走,直到撞击限位器,然后系统内会设置一个最大值,当你要求电机移动的时候,它会计算不会不会超过最大值,超过了就会拒绝,告诉你走不下去。这就是最简单的限位器作用。
那么你现在遇见一个问题:我的喷头要怎么正正好好的在原点这个位置上和热床距离为一张A4纸那么近呢?
正规厂家的话,已经设计好了喷头和热床的距离,然后热床上有4个螺丝可以拧,可以上下移动5-10mm的距离,这样就解决了喷头和热床的距离。【这里限位器除开是一个电子限位也是一个物理限位,当然现在已经有了光电感应这种非物理限位。】
这个就是你的调平目标,你要让你的喷头在原点位置时离热床距离正好,这种方案一般是厂家用的,他们的硬件比较标准,而且框架定制,所以这是大多数厂商使用的方案。如果你恰好是DIY的,那么会出现一种最大值限位,因为diy或者改造后的喷头已经超过或者低于限位器很多,那么这时候就需最大限位,告诉系统z轴最远是多少,然后你减去这个数值就到了原点。
这里要理解两个概念:归位和原点。归位是x,y,z轴运行到撞到限位器位置,而原点这是(0,0,0)这个点,它是你打印文件的伊始。大多数厂商这两个点是一起的,而DIY的改造一般归位是(0,0,z轴最大)。最大值限位的好处主要在于:不挑打印头,你可以随便改造,最后调整下z轴最大值即可。
调平
上面知道了调平的目标和作用,那么接下来就需要调平了,调平也是有点到面,再到立体的。
点
任意选择一个点,调整这个点到热床的距离到合适【一张A4纸厚度】,如果z轴限位器是原点,需要通过最近的那个热床螺丝进行调整,使喷头和热床距离合适。如果你的z轴限位器是最远点,那么使用
Z_ENDSTOP_CALIBRATE
这个命令是告诉系统,你的限位器和喷头之间的距离,你需要不断的抬高你的热床,甚至出现负数,直到它们之间的距离合适。
如果你说你的限位器是原点,但是你的喷头和热床距离还是很大,不是能抬高热床解决的,那么恭喜你,要么你DIY错误了,要么你的喷嘴坏了。
面
刚才只是确定了一个点和热床距离合适,热床是整个平面,接下来就要确定,热床这整个平面是不是平行于喷头运行轨迹整个平面。在klipper参数内
[bed_screws] #打印床调平螺丝配置
screw1: 20,20
screw2: 20,150
screw3: 150,20
screw4: 150,150
horizontal_move_z: 5 #打印头在两个点之间移动时候的高度
probe_height: 0 #探针高度 (mm) 在打印床和热端热膨胀后探针的高度。
speed: 50 #校准过程中非探测移动的速度 (mm/s)
probe_speed: 5 #从 horizontal_move_z 位置移动到 probe_height 位置的速度 (mm/s)
这上面的坐标可以随意修改,一般是四个螺丝上方或者附近,坐标最好对称,然后使用命令:
BED_SCREWS_ADJUST
它会将喷头移动到你设定的坐标下,然后移动z=0这个平面上,看看这个点你的喷头和热床之间的距离是否合适。这时候需要你调整最近的热床螺丝,以便让它达到合适的距离。你调好之后会移动到下一个坐标,移动的过程,会抬高你的喷头,防止在刮到热床。在你调好之后点击调整,四个点点击调整之后它又会到第一个坐标,让你进行第二次调整。什么时候停下呢,在它移动到一个点,你没有拧螺丝,距离正好,这时候你点接受 ,连续4个点都是接受之后,才是调整完成。 【这很重要,很多人第一次调平发现我点调整也是跳到下一个点,点接受也是跳到下一个点,不知道怎么算调好了。】
空间
上面调平之后,你的热床是平行于喷头运行轨迹的,但是热床由于年久,或者其他原因,导致你的平面上某些区域凹陷或者突出,于是这个时候就需要进行一个热床的网格补偿,简单说就是通过将热床分割成几块,然后分析每块的不平整程度。
[bed_mesh] #网格补偿配置
speed: 10 #校准过程中非探测移动的速度(单位:mm/s)。
horizontal_move_z: 10 #在开始探测操作之前,喷头应移动到的高度(单位:mm)。
mesh_min: 20,20 # 对于矩形打印床,定义网格的最小 X、Y 坐标。此坐标相对于探针的位置。这将是第一个被探测的点, 最靠近原点。对于矩形打印床,必须提供此参数。
mesh_max: 180,180# 对于矩形打印床,定义网格的最大 X、Y 坐标。遵循与 mesh_min 相同的原则, 但这将是距离打印床原点最远的点。对于矩形打印床,必须提供此参数。
probe_count: 6, 6 #对于矩形打印床,这是一个用逗号分隔的整数对 X、Y,定义沿每个轴探测的点数。
你只要配置好,自动会计算出应该测试的点,然后就是测试对应距离。
BED_MESH_CALIBRATE METHOD=manual
这个是手动调整的,到一个点之后,你调整z轴,直到一张A4纸的厚度之后点击确定,它会记录下距离z轴0点的距离,一个个点测试之后就会得到一个图片。
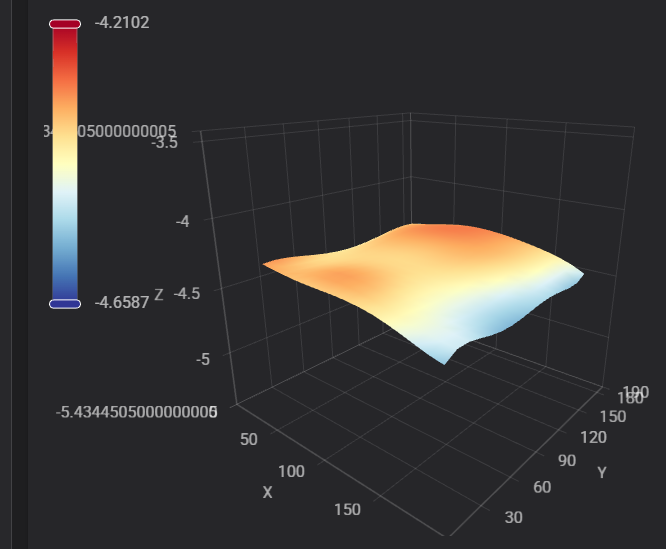
它会显示你具体到哪个位置有多少差距,到达指定位置打印的时候会自动补全。
自动调平
自动调平的方案有很多,细分的话就是接触式的和非接触式的,各有优缺点,我最后采用的式半自动方案:每次调平用一个压感开关套在打印头上面,调平结束之后就拿下来。调平设置简单,操作便捷,价格低,实际调平效果也很理想

压力薄膜工作原理:通用喷头向下的压力,使得压力薄膜上薄膜与下薄膜导通,重复精度能达到正负0.05MM。从而使得高低电平跳变,达到触发的目的,使用压力薄膜调平压要考虑压力薄膜的厚度,压力薄膜厚度一般为0.25mm。
这边需要注意,我买的成品这家推荐接线接S和VCC,实际上你要接S和G,信号和地线,这点我也是测试之后才知道.。
使用方法也很简单,我这边接在了z轴的限位器上,然后配置:
[probe] #热床探测配置
pin: !PF7 #对应pin口
后面的逻辑就变得简单了:
点调平
PROBE_CALIBRATE 用来校准z轴的,上面的点调平
面调平
没有更好的方法,还是和之前一样
空间调平
BED_MESH_CALIBRATE
十分简单明了的就可以做到点,面,空间三个维度的调平,后面就是正常打印即可。
总结
至此,我们手动调整了从点到面,从面到空间的调平,这才是一个完整的调平过程。每次你对打印机打印头,轴这些地方进行修改时候就需要做一次。调平的好坏直接决定了打印效果。有一些机器每次打印之前都会进行一次自我调平,我一般是移动位置,或者调整喷头之后才会调平。